

No products in the cart.
Product Gallery






Details
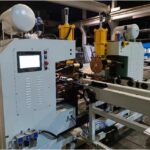
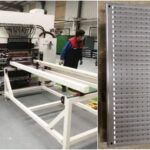
Ligne de production semi-automatique de radiateurs en acier (Ligne continue)
Spécifications techniques de la machine de soudage de radiateurs à plaques :
Largeur : 300 mm, 400 mm, 500 mm, 600 mm, 900 mm
Longueur : 500 à 2 600 mm
Épaisseur du matériau : 1,2 mm + 1,2 mm (plaque froide)
Chapitre 1 : Agencement du processus de soudage :
1) Le positionnement des joints est réalisé par soudage par points par résistance.
La pièce principale est poinçonnée par l’utilisateur.
La bague de positionnement, non rouillée, est fournie ou poinçonnée par l’utilisateur.
L’eau de refroidissement peut être raccordée au refroidisseur ou à la tour de refroidissement de l’atelier.
2) Le canal d’eau principal est réalisé par soudage par points par résistance.
18 têtes de soudage sont produites conformément aux spécifications ci-dessus.
Les pièces sont abaissées et soudées une à une.
Ce processus exige que la pièce principale soit plane et que ses diagonales soient identiques. Ce procédé est équipé de deux machines hôtes, et l’utilisateur fournit le refroidisseur
et l’huile hydraulique. Le nombre de points de soudure est réparti comme suit :
Machine de soudage par points
3) Le soudage par résistance est utilisé autour de la plaque froide. Le côté longitudinal
adopte un soudage par résistance à double alimentation, et le côté horizontal adopte un rouleau à portique, à double alimentation, permettant un soudage par lots ou simultané. Dans ce procédé, l’utilisateur doit disposer d’un refroidisseur. Grâce à la structure en tuiles argentées du siège conducteur, le soudage bénéficie d’un refroidissement interne, sans refroidissement externe, et refroidit complètement l’arbre, la bague de palier et la roue de soudage. Exigences pour ce procédé :
La largeur du bord de soudure est d’au moins 7 mm, bords longitudinaux et transversaux compris. Plus le bord est large, plus l’efficacité du soudage est élevée ;
4) L’ailette de convection et la pièce principale sont soudées par points par résistance. Ce procédé consiste à souder le canal d’eau (soudure 1,2 + 0,35).
La soudure est solide, mais le canal d’eau lui-même ne peut pas être soudé. Ce procédé exige que la tôle de convection soit estampée et aplatie, sans laminage naturel, ce qui facilite l’alimentation et le soudage automatiques.
5) Le soudage des supports est réalisé par soudage par résistance par points.
Deux supports sont soudés simultanément à l’aide de deux têtes de soudage. Ce procédé est équipé d’un refroidisseur ou d’une tour de refroidissement d’atelier.
6) Soudage des raccords en T par soudage par résistance à moyenne fréquence et haute puissance.
Deux tés sont soudés simultanément. L’élément central de ce procédé est également l’équipement présentant la plus forte consommation d’énergie instantanée de l’ensemble. Les tés doivent être exempts de rouille, de même hauteur et présenter le même chanfrein. La sous-traitance est possible et il existe des fournisseurs expérimentés proposant des solutions complètes. Ce procédé est équipé d’un refroidisseur ou d’une tour de refroidissement d’atelier.
Reviews
There are no reviews yet.